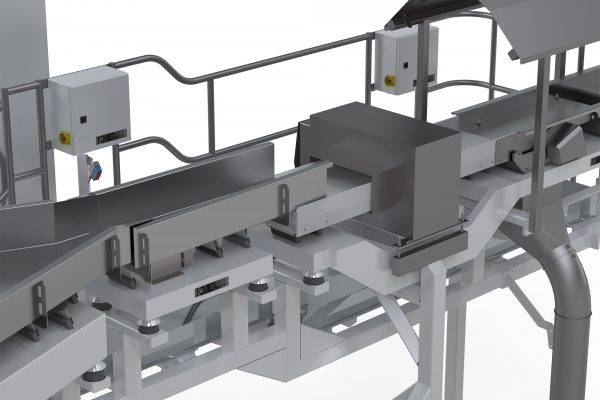
Grading vibratory conveyors are used to safely and hygienically separate product by size. As part of your manufacturing process it can be desirable to grade and separate undersize and oversize product. A KMG grading vibratory conveyor will be designed to use a suitable mesh or screen. This could be punched holes, bars, mesh or proprietary screens. A machine like this will always be designed and built to your specification, using our decades of grading experience.
Features
Quick release screens
Bespoke design
A wide selection of grading styles.
More machines related to the Grading Vibratory Conveyor
Grading vibratory conveyors work by conveying product along a specially design trough which incorporates a suitable screen.
Screen design is incredibly technical. It is essential that the screen allows conveyed product to pass over its surface without damage. The damage can either occur if the product is abraded by the screen (like a cheesegrater!) or gets caught in the screen. It is essential to identify and assess the conveyed product characteristics in order to select the right screening material and type. Some product characteristics include:
Sticky
Friable
Brittle
Dusty
Oily
Wet
Dense
Light or voided
See where else we use the Grading Vibratory Conveyor Machine
Food Vibratory Conveying SystemsSpecial Purpose with the Grading Vibratory Conveyor
Food Vibratory Conveying Systems
Present in over 100 countries KMG is a major supplier of specialised conveying systems to multi-national and local food manufacturers . Our customers rely on KMG systems to safely transport their products from process to packaging using vibratory conveyors that are renowned for their excellent performance, durability and low energy usage – providing good value for money and superb reliability.
KMG specialise in the design and manufacture of bespoke machinery to customers who have a problem that is not catered for by the ranges of standard machinery already on the market. Our level of expertise is primarily in product flavouring, blending, screening and packaging applications.
Present in over 100 countries KMG is a major supplier of specialised conveying systems to multi-national and local food manufacturers . Our customers rely on KMG systems to safely transport their products from process to packaging using vibratory conveyors that are renowned for their excellent performance, durability and low energy usage – providing good value for money and superb reliability.
KMG specialise in the design and manufacture of bespoke machinery to customers who have a problem that is not catered for by the ranges of standard machinery already on the market. Our level of expertise is primarily in product flavouring, blending, screening and packaging applications.
A Grading Vibratory Conveyor is used to separate products based on size by conveying them over a specially designed screen or mesh. This process ensures uniformity in product sizing, which is essential for quality control and packaging consistency.
As products move along the vibrating conveyor, they pass over screens with specific apertures. Smaller items fall through the openings, while larger ones continue along the conveyor. This method efficiently sorts products into designated size categories.
They are particularly effective for products where size uniformity is crucial, such as nuts, snacks, and cereals. However, the suitability depends on the product’s physical properties, and KMG Systems can advise on the best solution for specific applications.
Absolutely. KMG Systems designs Grading Vibratory Conveyors for seamless integration, ensuring they complement existing equipment and workflows without causing disruptions.
Suitable products for the Grading Vibratory Conveyor