
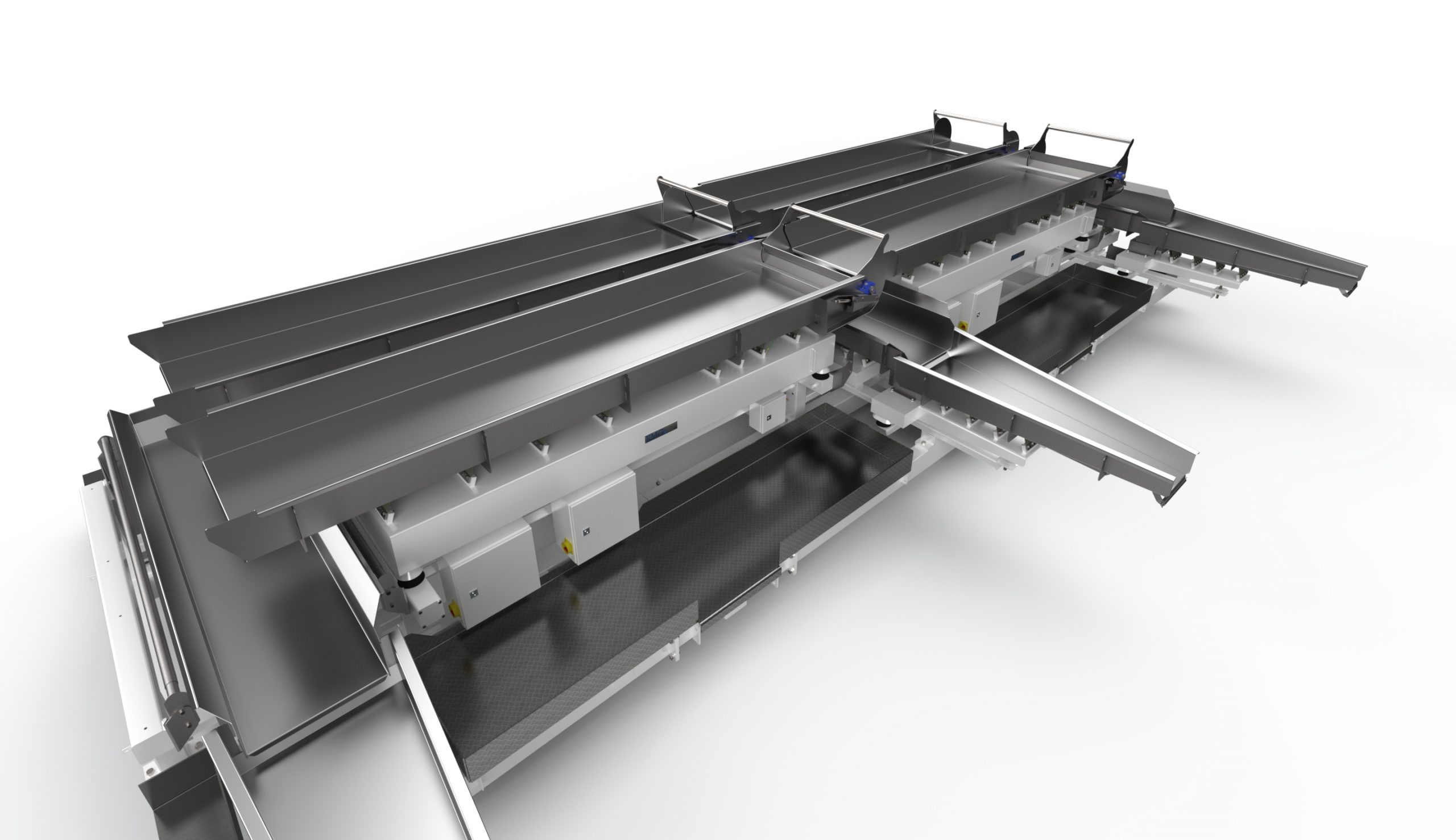
Vibratory Conveyors
Features
- Electromagnetically driven
- Easy to Clean
- Low running and maintenance cost
- Hygienic
- Photocell or timer controlled
- Seamless integration
- Suitable for bulk materials including snacks, cereals and petfood











Vibratory Conveyors Machines

Grading Vibratory Conveyor

Potato Preparation Vibratory Conveyors

Flavour Feed Vibratory Conveyor

Weigher Feed Vibratory Conveyor

Proportioning Control Vibratory Conveyor

FlowWeigher™

Breakfast Cereal Vibratory conveyors

Spigot Discharge Vibratory Conveyor

Cooling Vibratory Conveyors

Laning Vibratory Conveyor

Spreader Vibratory Conveyor

Inspection Vibratory Conveyor

Mobile Vibratory Conveyors
Choose KMG Vibratory Conveyors

We consider our vibratory conveyors to be the building block which we use to build our seasoning and distribution systems. These systems safely and hygienically transport base product from process to seasoning and then on to packaging. We also offer special purpose machines which can be used for screening, dewatering, laning or fines removal Our integrated systems are renowned for excellent performance and our project management team liaise with you to ensure that the system which we deliver perfectly matches your needs and expectation. Our conveyors are either electro-magnetically or mechanically driven, depending on the base product characteristics and our experienced sales team will be able to offer the best system for your unique requirements.
High Quality Manufacture
All KMG equipment is designed and manufactured at our premises in the UK. The pan is manufactured from stainless steel, usually 304 grade although we can offer 316 for special products. The base and supports would be made either from mild steel (we would recommend this for packing areas and anywhere that isn’t washed down) or stainless steel which is ideal for seasoning areas which are frequently washed down. We can also meet your needs for inclined conveyors, achieving an uphill conveying angle up to 4 degree. Our vibratory conveyors run at natural frequency which means that they use less energy than a traditional lightbulb.
Our machines are designed to meet the strict hygiene standards required by the snacks, cereals and petfood industries. They are also robust enough to last for decades with minimal maintenance and service required. We manufacture most of our spares in house so we can guarantee to supply you promptly.
Expert Engineering Design
We start with our team of expert engineering designers who develop a details 3D model, taking into account the 4 pillars of the KMG Design Strategy. After receiving customer approval, the engineering designer issues detailed drawings to the workshop. KMG has invested in a wide range of capital equipment including sheet lasers, tube laser, MIG, TIG and laser welding sets, press brakes, CNC lathe and CNC mill. Sheet steel is laser cut and folded, and then welded together with in-house machined components to produce a completed machine. Our rigorous quality control checks mean all of our conveyors leave KMG in excellent condition. We like to keep control of the manufacturing process so that we can ensure on time delivery.
Our experienced designers know what to look for when designing our equipment. We take into account the bulk density of the conveyed product plus any special characteristic – is it sticky, dusty, dense, friable or brittle? We have the experience to incorporate ATEX and our in house control cabinets are all appropriately IP rated. If necessary we will incorporate inclined vibratory conveyors in order to gain some height or allow them to feed into each other without losing height. We also consider what happens to the product upstream and downstream from our system – will you require in-line storage? If you are interested in storage, have a look at our blog. Our in house automation software will integrate seamlessly with your process or packing equipment to ensure a smooth flow through your factory.
Safe and Hygienic
KMG Systems provide a safe and hygienic way to distribute large quantities of product through your snack manufacturing process. Our systems help to increase your productivity, as well as the quality of your overall product. We design our systems to be low energy, silent in operation, and cost-effective.
KMG is the global leader in the design of conveying and seasoning systems for the food industry. We have 50 years of experience and the best engineers in the industry. As vibratory conveyor manufacturers, we pride ourselves on our high quality, high performance equipment.
FAQs about Vibratory Conveyors
What are vibratory conveyors, and how do they work?
What types of materials can be transported using a vibratory conveyor?
What are the benefits of using vibratory conveyors?
Are vibratory conveyors customisable?
How do vibratory conveyors compare to other types of conveyors?
Can vibratory conveyors be used in food processing environments?
What maintenance is required for a vibratory conveyor?
Can vibratory conveyors be integrated into existing production lines?
What safety features are included with KMG’s vibratory conveyors?
Suitable products for the Vibratory Conveyors
Related Applications

Baked Snacks
Baked Snacks
Biscuits
Biscuits
Breakfast cereals
Breakfast cereals
RTE Cereals
RTE Cereals
Confectionery
Confectionery
Packets
Packets
Fruit and Vegetables
Fruit and Vegetables
Dry Pasta
Dry Pasta
Potato and Kettle Style Chips
Potato and Kettle Style Chips
Tortilla Chips
Tortilla Chips
Extruded Products
Extruded Products
Pellet Snacks
Pellet Snacks
Dry Petfood
Dry Petfood
Popcorn
Popcorn
Popped Chips
Popped Chips
Nuts and Seeds
Nuts and Seeds
Whole Potatoes
Whole Potatoes
Salads
SaladsContact Us
Contact our Sales Team
sales@kmgsystems.com
+44 (0)1767 650760