Learn about how inspection vibratory conveyors work
Inspection Vibratory Conveyors enable manual inspection of conveyed product, giving an opportunity to remove any substandard product and maintain quality standards. This has a lower investment cost than expensive mechanical or optical sorting process equipment.
Inspection vibratory conveyors are usually used between process and seasoning, typically after the optical sorter or the de-oiling belt. This configuration ensures that only ideal product is transferred to the seasoning system.
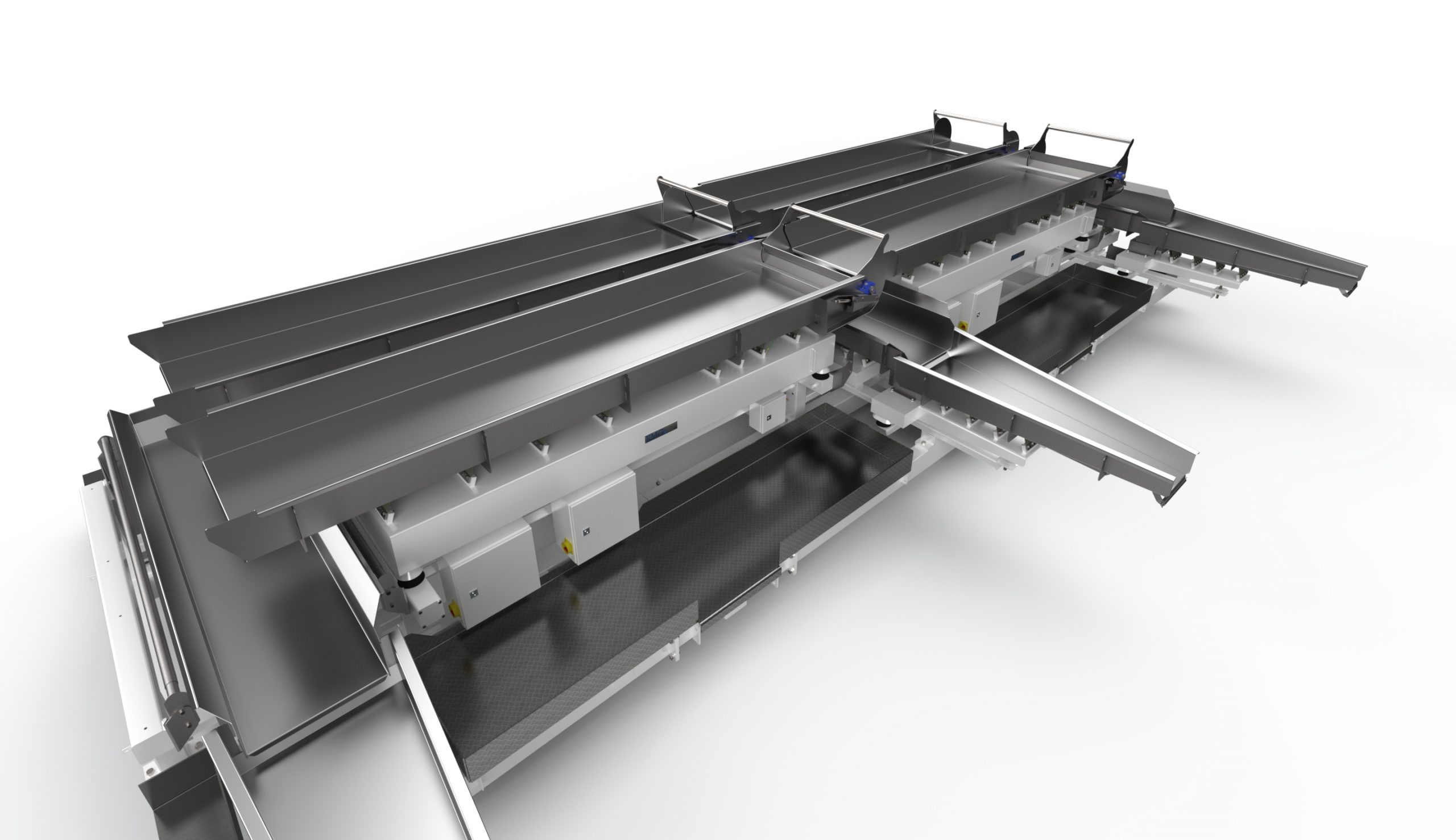
Inspection vibratory comprise a wide shallow trough which spreads the product evenly into a monolayer and allows for accelerated cooling.
They are ergonomically situated at hip height with a reject gully placed at the operators convenience. The product is conveyed at a gentle pace past the operators, offering optimum visual inspection and time to select and remove any product which does not meet quality standards. KMG Inspection conveyors are designed to be interchangeable with optical sorting equipment to allow for easy future upgrade.
These electro-magnetically driven vibratory conveyors offer several benefits, including gentle handling of products, low maintenance requirements, energy efficiency, and the ability to transport materials over long distances with minimal wear and tear.
Designed for accuracy, efficiency and hygiene, KMG vibratory conveyors are ideal for a wide variety of materials, including fragile products such as snacks, granules, powders, and bulk solids. They are particularly useful in the food processing industry.