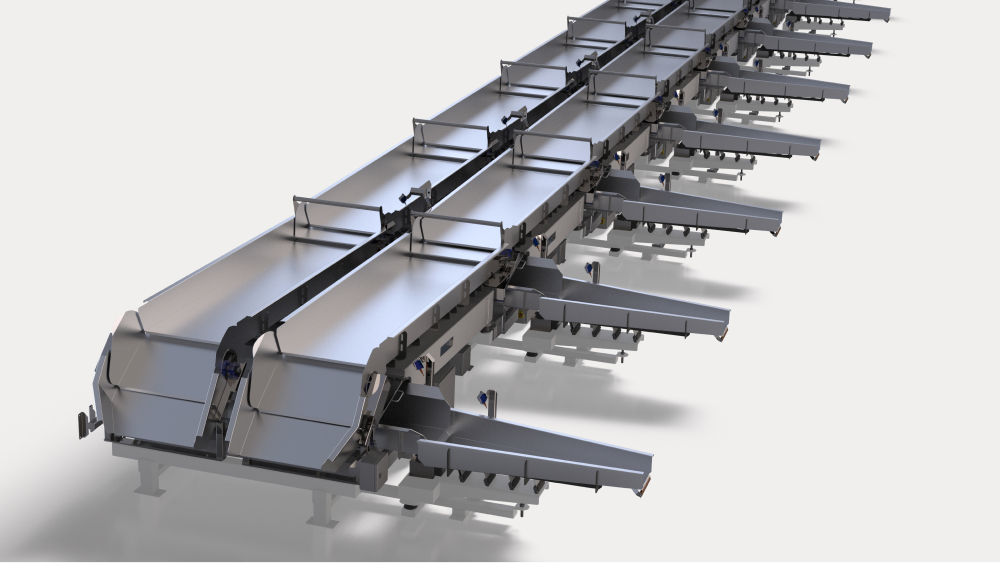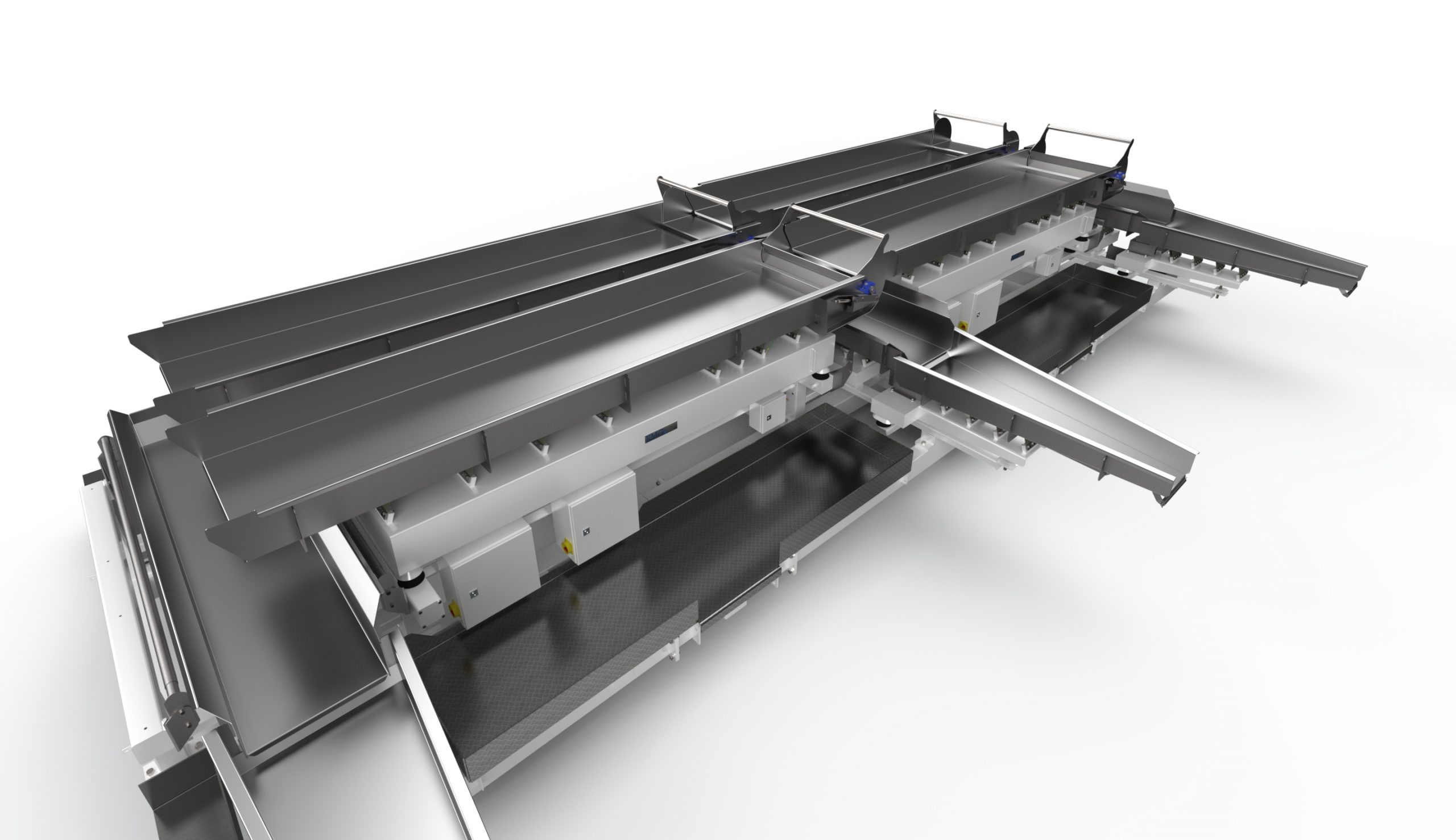
Vibratory conveyors work by causing the the product which is to be conveyed to follow a trajectory in the desired direction. There are various methods for providing this movement, including mechanically, electromagnetically or using an out-of-balance drive. In all cases, the conveying surface, or trough, will vibrate while the frame or base of the machine will not. It is important that all the energy is directed into moving the conveyed product, rather than the support or surrounding steelwork. At KMG we design every vibratory conveyor for food use.
How Electromagnetically Driven Vibratory Conveyors work
Electromagnetically driven vibratory conveyors run at natural frequency and are powered with a combination of electromagnets and leaf springs. One of the benefits of electromagnetically driven vibratory conveyors is that they have no moving parts and this makes them very easy to maintain and clean, so ideal for use in food manufacture.
Electromagnetically driven vibratory conveyors are ideal for conveying all types of snacks, biscuits, cereals and pet food. They use very low power and are designed to readily stop and re-start in response to downstream demand. Electromagnetically driven vibratory conveyors will usually run at a very low amplitude and provide a very gentle, almost flowing movement. Our electromagnetically driven vibratory conveyors can even be designed to run slightly uphill.
This type of vibratory conveyor will need tuning from time to time.
How Mechanically Driven Vibratory Conveyors work
Mechanically driven vibratory conveyors work by incorporating a high powered shaking drive to the conveying surface or trough. Again, there will be both horizontal and vertical aspects to the forces generated. These are heavy duty conveyors which would typically be used for heavy, dense products for example whole potatoes. Mechanically driven vibratory conveyors will typically run at an amplitude of 8-10mm. They use considerable more power than an electromagnetically driven vibratory conveyor, however they are brute force machines which will run for many years without maintenance. They are designed to run continually and do not take kindly to start/stop operation. Have a look at our potato preparation page here to find out more.
How Out-of-Balance Vibratory conveyors work
Out-of-Balance vibratory conveyors work by oscillating in a horizontal plane and so are considered a very gentle way of conveying product. A drive unit with 4 rotating masses pushes or pulls the trough such that there is a slow forwards movement which brings the product forwards and then a fast backwards movement which leaves the product where it is, thereby conveying product forwards. Out-of-balance vibratory conveyors can be used to convey over very long distances, even over 16 metres, however they will not convey uphill. They can also be used for inline storage or for product conditioning. Have a look at this page for more information.
Steelwork, supports and robust designs
As I alluded to above, its critical that the propulsion is directed only to the trough and conveyed product, the last thing you need is for your conveyor stand to start vibrating and walk itself out of the factory. Another disadvantage of vibrating conveyors is that they can literally shake themselves apart. Anyone can design a vibrating conveyor, the real skill lies in designing a vibratory conveyor which will last for decades. At KMG, we have decades of experience in knowing how vibratory conveyors work and you can be confident that we know how to avoid the pitfalls.
Grading Vibratory Conveyors
Grading vibratory conveyors are used to safely and hygienically separate product by size. As part of your manufacturing process it can be desirable to grade and separate undersize and oversize product. A KMG grading vibratory conveyor will be designed to use a suitable mesh or screen. This could be punched holes, bars, mesh or proprietary screens. A machine like this will always be designed and built to your specification, using our decades of grading experience.
Screen design is incredibly technical. It is essential that the screen allows conveyed product to pass over its surface without damage. The damage can either occur if the product is abraded by the screen (like a cheesegrater!) or gets caught in the screen. It is essential to identify and assess the conveyed product characteristics in order to select the right screening material and type.
Mobile Vibratory Conveyors
Mobile vibratory conveyors are typically used where space constraints prevent effective access for cleaning and maintenance. Although KMG vibratory conveyors rarely need maintenance, it still happens sometimes! And in a food environment, access for cleaning and hygiene is essential.
KMG mobile vibratory conveyors can be designed to either to roll or pivot out of position.
A rolling mobile vibratory conveyor will incorporate suitably sized castors, suitable for use in a food factory, positioned to make moving the conveyor as comfortable, safe, and ergonomic as possible. Well considered grab rails and handles are included. In addition, an easy to use locking mechanism is necessary to securely hold the conveyor in place when it is in operation.
A pivoting vibratory conveyor is designed to turn on a single point near its infeed end. The bearings and post are rated to take the load of the conveyor producing a large offset in the centre of gravity. Specification of the bearings also take into account the necessary damping of the movement for smooth and controlled manual operation.