At KMG, we design and manufacture a wide range of vibratory conveyors for snack manufacturing. Our gated vibratory conveyors are engineered to provide precision, efficiency, and versatility, offering numerous benefits to snack manufacturers.
Gated Vibratory Conveyors: An Overview
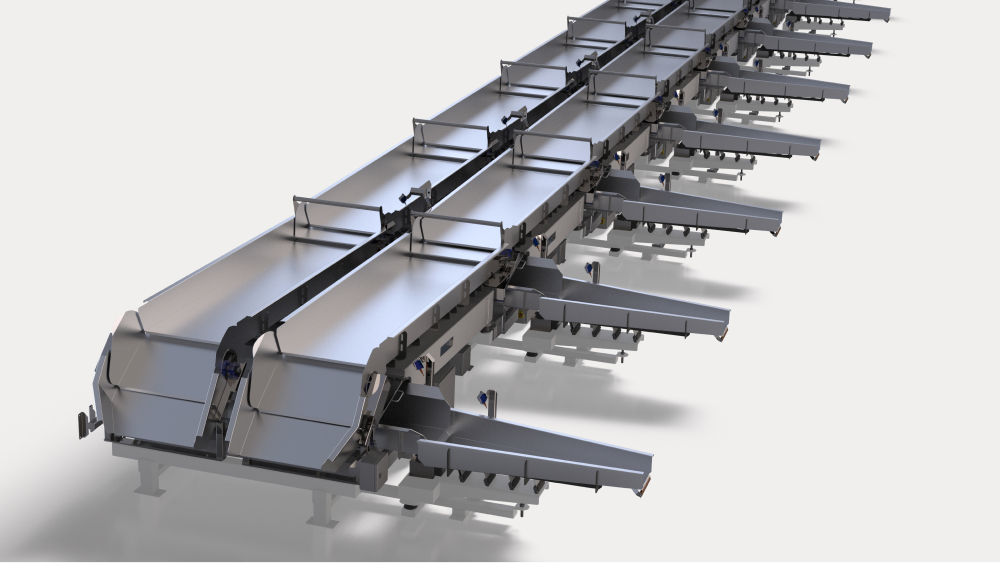
A vibratory conveyor is a type of material handling equipment used in snack manufacturing to move materials such as raw ingredients, finished products, or packaging from one location to another. It consists of a vibrating trough mounted on springs or rubber mounts and an electric motor or electro-magnet which creates the vibration. The vibration of the trough moves the materials forward in a consistent flow, allowing for high-volume production. These conveyors are essential in maintaining a smooth, efficient production line, ensuring that products move seamlessly through the various stages of manufacturing.
Precision and Control
KMG’s gated vibratory conveyors are specifically designed for snack manufacturing applications requiring precise ingredient measurements. The conveyor features a sophisticated gate mechanism that allows snack ingredients to be metered out in a controlled manner. This precision is crucial for feeding an even flow to the weigher bagmaker.
Gentle Handling for Product Integrity
One of the standout features of our gated vibratory conveyor is its ability to handle ingredients gently. Utilising controlled vibration technology, the conveyor achieves smooth and even material transfer. This gentle approach significantly reduces the risk of product degradation and damage, ensuring that the integrity of each ingredient is preserved. For snack manufacturers, this means that the end product retains its desired texture and quality, which is essential for customer satisfaction.
Modular Design for Customisation
Recognising that each production facility has unique needs, our gated conveyor has a modular design. This flexibility allows our conveyors to be easily customised and adapted to various applications. Whether you are handling different types of materials, varying product sizes, or specific operational requirements, our system can be tailored to meet your precise needs. This adaptability not only enhances the efficiency of your production line but also provides the versatility needed to respond to changing market demands.
Advanced Control for Seamless Operations
To ensure seamless operations, the gated conveyor is equipped with an advanced, intuitive control system. This technology facilitates easy adjustments of various operational parameters, including gate positions, vibration intensity, and conveying speed. By defining these parameters in advance, and incorporating them into recipes, operators are able to run the the system with optimal performance and efficiency. This level of control is particularly beneficial in maintaining consistent product quality and meeting production targets.
Enhanced Efficiency and Productivity
The unique and innovative design of KMG’s gated vibratory conveyor contributes to improved efficiency and productivity in snack food production. By providing more control over process flow, the conveyor helps streamline the production process. This efficiency translates into higher yields and reduced waste, which are critical factors in maintaining profitability in the competitive snack food industry.
Commitment to Quality and Hygiene
At KMG, we prioritise both performance and hygiene. Our gated conveyors are designed for easy access for cleaning, adhering to stringent industry standards. This feature not only simplifies maintenance procedures but also ensures the highest levels of food safety and product integrity. By minimising the risk of contamination, our conveyors help protect both the product and the consumer, reinforcing your commitment to quality and safety.
KMG’s gated vibratory conveyor is a unique and innovative machine which, when used in a system, provides more control, efficiency, and reliability in snack food production. By enhancing material handling processes, improving operational efficiency, and achieving higher yields, our conveyor system helps snack manufacturers meet the ever-increasing demands of the market. With its gentle handling, modular design, and advanced control features, it is the ideal solution for any snack production facility looking to optimise its processes and deliver high-quality products.