Chute Overview
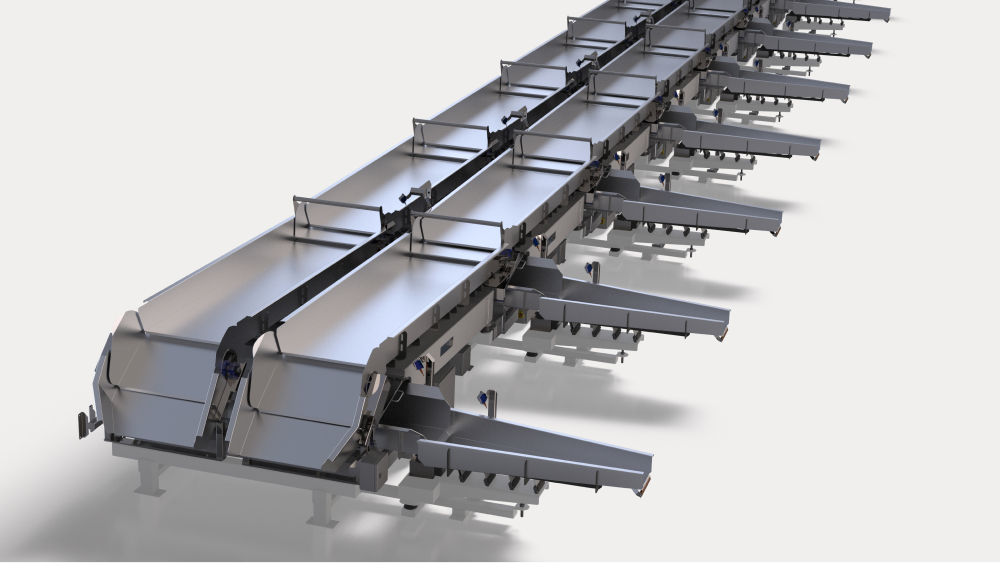
KMG recently designed, manufactured, installed and commissioned a divert chute system for a cereal manufacturer. The conveyed product was a sticky cooked kibble with a bulk density over 600 kg/m3 and a throughput rate of 8 tonnes per hour.
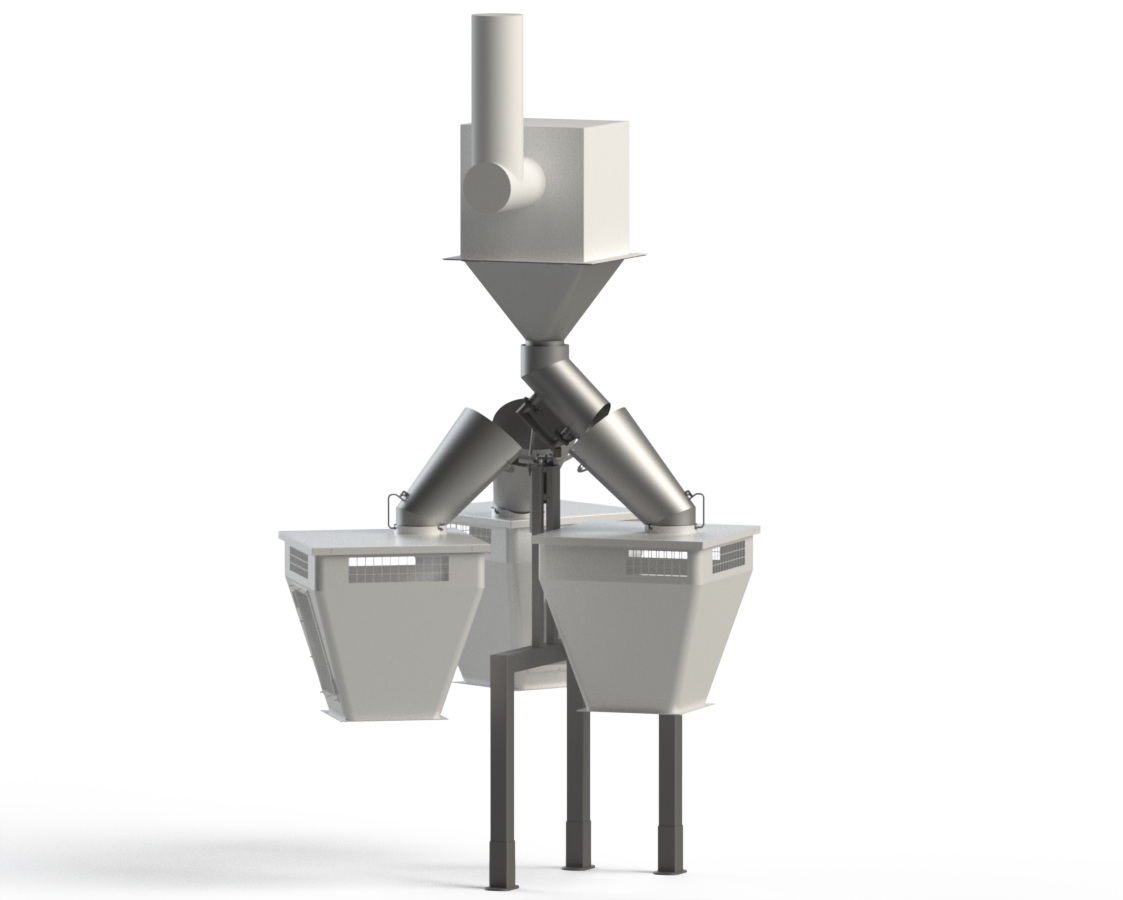
Our customer needed to route the product flow into three hoppers which were each designed to feed a metered dispensing unit. Alan Robinson, senior sales engineer, was was challenged on removing an existing non-KMG vibratory conveying system, which at first seemed opposed to KMG’s core product. However on listening to the customer’s existing issues and expectations, plus discussing what was possible with existing machinery, this totally suited our divert conveyor. This unit can be used to feed in to multiple positions, sometimes two at any one time giving an accurate proportion in each direction, all driven by downstream calls. Alan proposed our proportioning / divert chute based on the customer requirements of:
- Safety
- Minimal product contact parts
- Minimal moving parts
- Hygiene
- Low noise
- Easy to clean
- Low cost of ownership
It was critical that the product didn’t hold up, stick or bridge and with both the steam and moisture content present this was going to be a challenge. Working both internally at KMG and with our customer, we had to ensure that what was supplied was almost plug and play due to both the risk and the short installation window, ensuring that once the existing equipment was removed, the replacement KMG equipment worked “first time”. Carrying out preliminary on site trials to ensure the chute angle was correct for the product’s angle of repose was a must and certainly paid off. Further internal customer trials ensured that the feed in our chute would be consistent and that the product wouldn’t bridge or stick. The partnership on this project was essential in ensuring expectations were met and all stakeholders were confident and at ease.
Mechanical Design
Replacing a long vibratory conveyor with 3 discharge points, this fully removable and compact 250mm diameter 600mm long chute was a perfect solution for this customer, permitting a better use of space and allowing a more thorough hygiene routine.
One problem which needed to be overcome was the sticky nature of the conveyed product. We designed the equipment to ensure a laminar flow by incorporating smooth curved surfaces and gave careful consideration to the appropriate angles for each element. This eliminated the risk of blockages and reduced product build-up due to the sticky product. Additionally, we designed access to be as easy as possible so that all the chutes could be safely removed for thorough cleaning.
Safety is one of the four pillars of the KMG design strategy and we designed this system to be inherently safe. KMG’s selection of motor and gears combined with the sophisticated mechanical design, allows this chute arrangement to perform efficiently, but sensitive enough to stop upon contact with an external object. In order to make it even safer, the rotation the rotational speed of the chute is below 50mm/sec, which is threshold of human reaction. This approach means that no guarding is required, making easy, safe access for inspection and cleaning.
To give you a sense of scale, the chutes were approximately 200mm in diameter and 500mm long so it was important to establish how we could safely and securely support the chute and motor arrangement. The system was about 2m above the factory floor with the metering feeders and downstream process directly obstructing any floor space for legs.
Fabrication and Manufacture
We used 304 stainless for the chutes, and the square-to-round design meant that we used our skilled fabricators to develop the layout and supervise the folding. Our skilled welding team decided to use synergic welding in order to optimise the surface finish. We were delighted with the quality of our manufacture as the chutes and supports fitted perfectly together. Due to the sticky nature of the conveyed product, we specified a 2B finish which needs a lot of care in manufacture and the finished chutes looked perfect. At KMG we are very proud that all of our manufacture and pre-assembly takes place in house. Here is some drone footage of a recent pre-build in our assembly hall.
Control Philosophy
As you would expect from KMG, we designed, programmed, tested and commissioned the automation software in house. As outlined above, the incoming product required routing via chutes to 3 separate metered dispensing units.
Each dispenser would call for product when required and we would feed them individually via a FIFO system (First in – First Out). The Dispensers hold on to the call until the machine feeding the chute had come to a standstill so that there was no in-flight product when we moved our chute to the next outlet. This was to eliminate any risk of spillage. We always consider in-flight product when developing our controls. Preventing spillage is a combination of good mechanical design and control philosophy.
So that we had full control of the chute and its position we opted to use a servo drive and encoder.
We also supplied a ‘Cleaning’ position which an operator could select when in Auto in order to position the chute at an easily accessible location so that it can be safely removed for cleaning. As I referred to earlier, easy access for cleaning is critical.
The Result
Our customer is delighted with the outcome, saying ‘KMG is an absolute dream to work with. They listened to our requirements, developed well considered designs which met our key needs and communicated well at every stage. The installation went smoothly. Our production is more efficient, easier to monitor and immaculately hygienic. The difference between the new KMG system and our previous solution is like day and night. KMG solved the kibble riddle for us.’