The KMG range of elevating conveyor systems consists of Vibratory Spiral, Bucket Elevator, Single Bucket Lift and Tip (BLT) and Flighted Belt type. Each design is available in a range of sizes appropriate to product throughput and bulk density.
Vibratory spiral elevators offer a small footprint and can be driven from the top or bottom depending on layout. Flighted belt elevators are hygienic and simple in construction. Single Bucket Lift and Tip (BLT) offers just one stainless steel bucket to clean as a quick change part. Seasoned product changeovers are accomplished in under 10 minutes with BLT.
KMG's Flighted Belt Elevators (FBE) are designed with safety, hygiene, and efficiency principles in mind, offering a solution that not only meets but exceeds the rigorous standards of the food processing sector. These elevators provide a safe, clean, and gentle means of transporting products from one level to another, ensuring that food products maintain their integrity and quality throughout the production process.
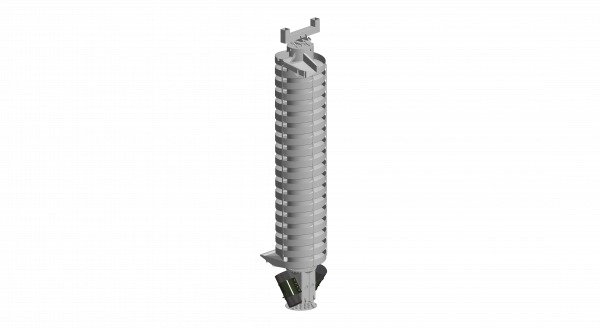
Spiral Elevator
Designed to gently lift products up to 7 meters, this innovative equipment offers professionals in various industries a cost-effective and efficient way to transport goods. In this blog post, we will delve into the features and benefits of the spiral elevator, highlighting its fully stainless steel construction, low maintenance design, and versatility in heating and cooling configurations.
Bucket Lift and Tip
Designed for elevating snack food the KMG Bucket Lift and Tip replaces traditional bucket and belt type elevators with an all stainless steel construction quick change machine to raise product from process to packing.
Breakfast Cereal Vibratory conveyors
From process to packaging, cereals need to be conveyed with care. At KMG we specialise in bespoke applications and with our decades of experience, we understand the specialised requirements of cereal factories.
Flighted Belt Elevators
KMG's Flighted Belt Elevators (FBE) are designed with safety, hygiene, and efficiency principles in mind, offering a solution that not only meets but exceeds the rigorous standards of the food processing sector. These elevators provide a safe, clean, and gentle means of transporting products from one level to another, ensuring that food products maintain their integrity and quality throughout the production process.
Designed to gently lift products up to 7 meters, this innovative equipment offers professionals in various industries a cost-effective and efficient way to transport goods. In this blog post, we will delve into the features and benefits of the spiral elevator, highlighting its fully stainless steel construction, low maintenance design, and versatility in heating and cooling configurations.
Designed for elevating snack food the KMG Bucket Lift and Tip replaces traditional bucket and belt type elevators with an all stainless steel construction quick change machine to raise product from process to packing.
From process to packaging, cereals need to be conveyed with care. At KMG we specialise in bespoke applications and with our decades of experience, we understand the specialised requirements of cereal factories.
KMG elevating conveyor systems include the traditional flighted elevator, through to single lift bucket lifts, bucket elevators and vibratory spiral elevators.
Flighted elevators can be supplied with either modular belting, or the more food safe homogeneous one piece belting. Our positively driven machines are designed to be safe, hygienic and low maintenance and can even be fitted with CIP spray bars for connection to onsite cleaning systems.
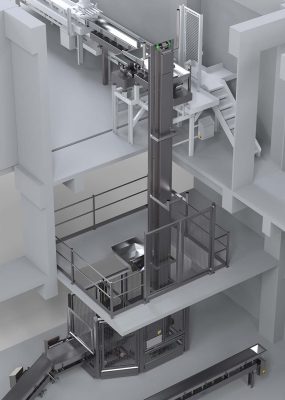
Where space is tight and elevating has to be almost vertical, a bucket elevator, single bucket lift or vibratory spiral elevator can be utilized, each having its own advantages.
Single bucket lifts allow for quick product changeover due to there only being a single easily removable stainless steel bucket to either clean or change.
A vibratory spiral elevator, although having an initial higher investment, has minimal moving parts, very low maintenance, a small footprint at floor level and can be easily cleaned. The drives for these units can either be installed at the top or the bottom of the unit depending on the required inlet height and throughput.
Bucket elevators can elevate large volumes of product horizontally as well as vertically and can, in some cases, eliminate the need for additional conveyors. All the above units can either be sold as single units to be installed into your factory layout, or can be easily and safely integrated in to KMG’s larger turnkey systems.
KMG offer a wide range of elevating conveyor systems so please get in touch with us and we will work with you to develop the best solution for your factory.